

The Noble Countersink Bit - Who Says Boring Bits are Boring?
Who says a countersink bit can be boring? Some can do so much more…..
Where it comes to the reasons for drilling holes, the reasons can be many, and varied – I’m sure you can think of dozens of reasons without me making a list.
One of those reasons is as a pilot hole for screws. This can be to prevent the timber splitting from having a screw boring in, pushing the timber aside to the point that the surrounding timber cannot withstand the pressure. Some timbers being a lot more susceptible than others. Alternately, (and not necessarily exclusively), it can be because the force required to drive the screw into the timber is more than the screw’s torsional strength. We’ve all had screw heads shear off, or the driver cam-out, burring the head.

What happens to the head of the screw is what we are talking about here. After drilling a pilot hole, the screw head can be treated a number of ways. If it is a dome or similar, it is designed to sit proud of the surface, so job done. But often that is not the case, or desirable. You can drive the screw home, then push a bit further, to have the head pulled into the timber. Works in some cases, but can lead to an unsightly crush zone around the head, or if the timber is not strong enough, you can destroy the wooden thread you have just cut with the screw and then you might as well have used a nail for all the strength you’ve gotten. If the timber is too dense, you can again burr the drive or the screw head.

The solution is to countersink. This is normally a two stage operation – after drilling the hole, you then pick up your countersink tool to create the recess for the screw. These can be used with a drill, or like the old Triton countersink, be done with a handtool.
In the past, I have been known to pick up a second drill bit that is the diameter of the screw head, and use that to create the countersink.
If you have a lot to do, drilling the pilot hole and countersinking in one step saves a lot of time. There are a few bits on the market that can achieve this, such as this one from Amana Tool


These are drill bits, fitted into a holder with carbide tipped countersink. You can drill and countersink to your heart’s content. Even if the drill bit blunts or breaks, it can be easily replaced and the carbide countersink will keep on cutting.
These are much more convenient than the two step operation, and in a CNC machine, depth is controlled by the program, not by the human user. Where you are using them free-hand, it can be easy to be a bit inconsistent in hole depth, so the screw is a still a little proud, or becomes fully recessed below the surface (and the countersunk area is a larger diameter than is necessary). If your intention is to fully bury the screw, then fill the resulting hole with a flush-cut dowel, then no problem – the inconsistent depth is a non-issue.
But what about using them freehand (as in handheld drill), when you do want the depth consistent (which would be a majority of the time I’d hesitate to say)?
For the rare few with a surviving Triton drill, you are fine – very comprehensive, built in depth stop.

For the rest, well Amana Tool has a solution for you. Build an adjustable depth stop into the countersink bit. What’s more, ensure that it can be adjusted independently of setting the drill bit length/replacement of drill bit.
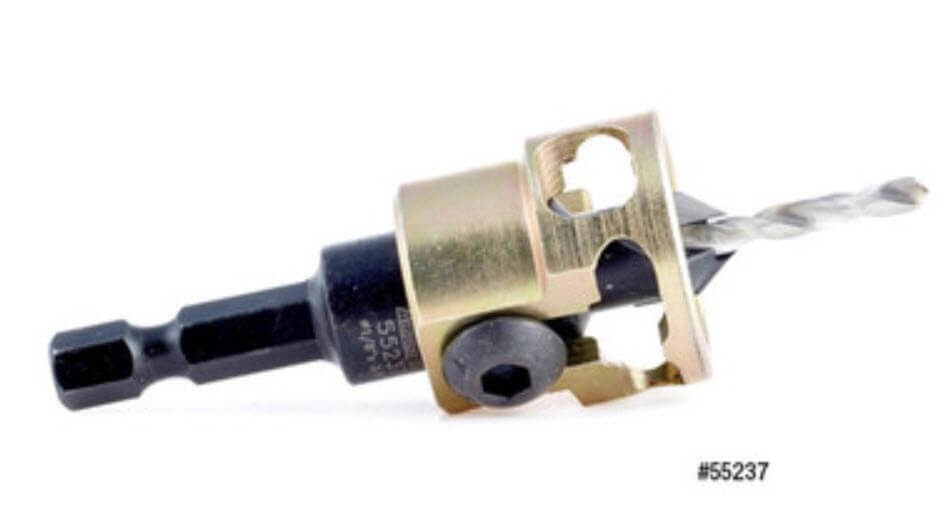

The depth stop has quite a range, so you can set it anywhere between having the countersink just cut the surface for the smallest screw head (and less), right through to being able to fully recess the screw head below the surface. Obviously, because you have that range you can cater for a number of different diameter heads, and different thicknesses.
Plenty of chip clearance as you can see, and the hex bolt in the photo above is the height adjustment.
This gives you great consistency, hole after hole without having to use the eyechrometer, or having a piece of tape stuck to the bit as a crude depth stop.

However, you do have to consider the material you are drilling into – will it be affected by the spinning depth stop – be this any scratches, or heat effects from the friction? You could use tape or similar where the hole will be drilled, even a moveable thin plastic plate with an oversized hole in the right place, and compensate for this extra thickness in the height adjustment. That would be pretty effective.
Or you could get the non-marring carbide tipped countersinking with adjustable depth stop and thrust bearing bit from Amana Tool. Ok, it is not quite called that, but that describes the bit pretty well. Just call it the No-Mar Countersink :)


So what do we have here? Well it is a carbide-tipped countersink. It has an adjustable depth stop. The depth-stop is free-spinning on a thrust bearing, and it has chip clearance and the ability to adjust the depth stop independently of the drill bit. If you look closely at the final picture above, you can see a semicircle just to the left, and behind the bit. That was caused by the previous height-adjustable countersink.
This one, as the depth-stop touches the surface, the depth-stop stops spinning minimising the amount of friction heat and scratches in the surface. You could again go one step further, and carefully hold the depth stop so it isn’t spinning even when it touches the surface, but just keep fingers clear of the bit.
So that’s it, a range of countersinks, Amana Tool brand from Toolstoday.com

Shop for carbide tipped countersinks.


