Why HDPE Machines Easier Than Acrylic — and the Router Bits That Make It Effortless
Table of Contents
If you’ve ever cut acrylic on a CNC router, you know the feeling: perfect edges… until suddenly a crack forms, the bit melts plastic, or chips weld themselves back onto the cut.
Then you try HDPE — and it feels like the machine suddenly got smarter.
That’s not an accident. HDPE behaves very differently from acrylic, and once you understand why, you can choose the right router bits and get consistently clean results.
Let’s break it down.
What Is HDPE?
HDPE stands for High-Density Polyethylene, a tough thermoplastic used everywhere from plastic bottles to industrial piping and cutting boards.
Because of its strength-to-weight ratio, durability, and chemical resistance, HDPE is widely used in:
- Cutting boards
- Machine guards
- Chemical tanks
- Plastic lumber
- Marine components
- CNC jigs and fixtures
HDPE is also easy to machine with CNC equipment, which is why it’s common in fabrication shops, sign shops, and maker environments.
Why HDPE Machines Easier Than Acrylic
Compared with many plastics, HDPE is extremely forgiving on CNC routers.
Three properties explain why.
1. HDPE Is Soft and Tough, Not Brittle
Acrylic is rigid and brittle. When stress builds up during machining, it can chip, crack, or fracture without much warning.
HDPE behaves differently. Instead of fracturing, it flexes slightly under cutting forces, which makes it far less likely to chip or shatter. In practical terms, that means fewer ruined parts and less drama at the machine.
2. HDPE Produces Large Chips
HDPE tends to form long, ribbon-like chips rather than fine dust. That’s actually a good thing.
Those larger chips carry heat away from the cut, reducing the risk of melting. But that only works if your router bit can evacuate chips quickly and cleanly.
3. Tool Wear Is Relatively Low
HDPE is not especially abrasive, so cutting tools generally last longer than they would in metals, composites, or filled plastics.
That’s one reason many shops use HDPE for prototype parts, production fixtures, machine accessories, and repeatable CNC jobs.
Why Acrylic Is Harder to Machine
Acrylic can produce a beautiful, polished-looking edge, but it is less forgiving than HDPE.
It is more likely to:
- chip at the edge
- crack under stress
- melt if feeds and speeds are off
- show damage from vibration or tool deflection
So while acrylic may look more refined in the finished part, HDPE is often the easier material to cut successfully — especially for everyday CNC work.
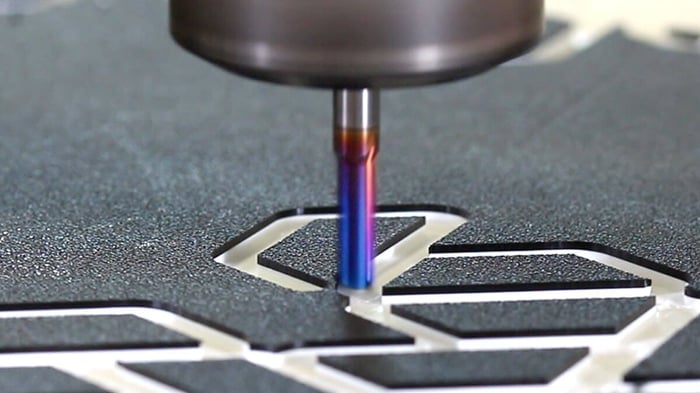
 Amana Tool 51404-K CNC Spektra™ Coated Solid Carbide Spiral O Single Flute, Plastic Cutting Router Bits with special unique carbide and nACo® nanocomposite coating for longer life in plastics and other materials.
Amana Tool 51404-K CNC Spektra™ Coated Solid Carbide Spiral O Single Flute, Plastic Cutting Router Bits with special unique carbide and nACo® nanocomposite coating for longer life in plastics and other materials. The Router Bit Geometry That Works Best
Because HDPE makes large chips and can melt if heat builds up, the most important factor is chip evacuation.
That is why plastics usually cut best with low-flute-count tools. In most cases, a single-flute or specialized plastic-cutting bit will outperform a standard multi-flute woodworking or metal-cutting bit.
Best Router Bits for HDPE
1. O-Flute Router Bits (Best Overall)
If you cut plastics regularly, O-flute bits are the gold standard.
Their geometry typically includes:
- a single large flute
- excellent chip clearance
- sharp cutting edges designed for plastics
This design helps clear chips before they can melt, smear, or weld themselves back onto the cut edge.
A strong example is the Amana Tool 51404-K Spektra Solid Carbide O-Flute Plastic Cutting Router Bit, which is well suited for HDPE and other plastics where clean cutting and efficient chip evacuation matter.
O-flute bits are commonly used for:
- HDPE
- acrylic
- polycarbonate
- PVC
- ABS
- general thermoplastics
2. Single-Flute Upcut Spirals
A single-flute upcut spiral is another excellent option for HDPE.
Advantages include:
- fast chip evacuation
- lower heat buildup
- strong performance in thicker sheets
These are often a great choice for production cutting where speed and chip clearing matter more than achieving the cleanest possible top edge.
The tradeoff is that upcut geometry can sometimes leave a slightly rougher top surface compared with other geometries.

3. Straight O-Flute and Plastic-Specific Spiral Bits
Plastic-specific bits come in a few variations, including straight O-flute and spiral-style O-flute designs. The common goal is the same: keep the bit sharp, keep the flute open, and move chips out of the cut before heat builds up.
For shops that cut a mix of HDPE, acrylic, PVC, and similar sheet goods, these plastic-cutting geometries are usually the safest place to start.
Router Bits That Usually Work Poorly on HDPE
Some common woodworking bits are not ideal for plastics.
Use caution with:
- Straight woodworking bits, which often have poor chip evacuation
- Multi-flute metal-cutting tools, which can create excess heat
- Dull tools, which tend to smear plastic instead of cutting it cleanly
HDPE rewards sharp tools and generous chip clearance. If chips cannot get out of the cut, heat builds quickly — and that’s when melting starts.
Starting Feeds and Speeds for HDPE
A typical starting setup for a 1/4" O-flute bit might look like this:
| Parameter | Typical Range |
|---|---|
| RPM | 16,000–20,000 |
| Feed Rate | 120–250 IPM |
| Chip Load | .006"–.012" |
| Depth of Cut | Up to 1× tool diameter as a starting point |
The goal is simple: cut chips, not dust.
Dust usually means rubbing, and rubbing creates heat. In plastics, too much heat leads to poor edge quality, smeared material, and melted chips.
Why CNC Shops Love HDPE
HDPE is not just easy to cut — it is also practical, durable, and affordable.
CNC shops often use it for:
- machine guards
- vacuum table fixtures
- prototype housings
- wear plates
- food-safe components
- jigs and setup aids
Because it is forgiving and relatively inexpensive, HDPE is also a smart material for shops learning plastic machining or testing new toolpaths.
The Bottom Line
If acrylic has ever frustrated you on a CNC router, HDPE can feel like a breath of fresh air.
It is tough, forgiving, and easy to machine — especially with the right tooling.
For most jobs, the safest choice is simple: a sharp, plastic-cutting O-flute bit with strong chip evacuation.
The Amana Tool 51404-K Spektra Solid Carbide O-Flute Plastic Cutting Router Bit is a strong example of the kind of geometry that works well in HDPE, helping reduce heat buildup while producing clean, consistent cuts.
When the material is forgiving and the bit is matched to the job, plastic machining becomes much more predictable — and a lot less stressful.
FAQs
What is HDPE and why is it commonly used in CNC machining?
HDPE (High-Density Polyethylene) is a tough, lightweight thermoplastic known for its durability, chemical resistance, and ease of machining. It is commonly used for cutting boards, machine guards, plastic parts, jigs, fixtures, and marine components. Because it cuts cleanly and doesn’t crack easily, HDPE is a popular material for CNC routing.
Why is HDPE easier to machine than acrylic?
HDPE is softer and more flexible than acrylic, which makes it less likely to chip or crack during cutting. Acrylic is brittle and can fracture under stress, while HDPE tends to produce larger chips and tolerate minor mistakes in feeds and speeds.
What router bit works best for cutting HDPE?
O-flute router bits are generally the best choice for cutting HDPE and other plastics. Their single large flute clears chips efficiently, which helps prevent melting and produces clean edges.
Can you cut HDPE with regular woodworking router bits?
Standard woodworking router bits can cut HDPE, but they are not ideal. Bits designed for plastic, such as O-flute or single-flute spiral bits, evacuate chips more effectively and reduce heat buildup, resulting in cleaner cuts.
Why does plastic sometimes melt when routing HDPE?
Melting usually happens when the bit rubs instead of cutting. This can occur if feed rates are too slow, spindle speeds are too high, or the bit cannot clear chips effectively. Using sharp plastic-cutting bits and maintaining proper chip load helps prevent melting.
What feed rate should you use when cutting HDPE on a CNC router?
Feed rates depend on the bit diameter and machine, but HDPE generally cuts best with relatively fast feed rates and moderate spindle speeds. The goal is to produce solid chips rather than fine dust, which helps carry heat away from the cut.
Do you need special coatings on router bits for HDPE?
HDPE is not very abrasive, so special coatings are usually not required. However, high-quality carbide bits with polished flutes—such as those designed for plastic cutting—can improve chip evacuation and surface finish.